





Introduction
The Facel name is best known now for the construction of the Facel-Véga car from 1954 until the mid-1960s, to the striking designs of Jean Daninos. But before this, Facel S.A. was a manufacturer of pressed steel car components. To intensify its World War II war effort, French subcontracting company for military aeronautics Bronzavia created a subsidiary called FACEL (Forges et Ateliers de Constructions d’Eure-et-Loire) in December 1939. After the war, in 1945, by merging with Métallon, Facel began to make short-run special bodies, coupés or cabriolets for Simca, Ford of France, Panhard and Delahaye.
Unitary bodies without a chassis became general for mass-produced cars, and Facel lost its big customers. French niche manufacturers ceased production. Métallon left the partnership in 1953, and Facel set about designing and making its own complete cars using engines made by Chrysler, Volvo and Austin. Its first design, named Véga, was shown to the public in 1954.
Our Technical Talk dates back to events in 1952 when Facel-Métallon were still making bodies for other companies. It shows some remarkable technologies and processes for short-run bodywork manufacture. Factories were at Amboise in the Loire valley, about 130 miles south-west of Paris, at Dreux, 50 miles west of Paris, and at Colombes and Courbevoie in the Paris suburbs.
Everything from bodies to bumpers
At the 1951 Paris Salon Facel-Métallon showed four stylish examples of their work:
- The Dyna-Panhard four-door saloon
- The Simca-Sport coupé
- The Ford Comète two-door saloon
- The 4½-litre Bentley coupé.
They made much of the fact that they were not just makers of all-metal bodies in series. They also made bumpers, nave plates (hub caps), wheel embellishers and radiator grilles in stainless steel for the wider auto industry. Other products were combustion chambers for the Rolls-Royce Nene and Tay engines, pressed-steel kitchen cabinets and stainless-steel sinks.
In 1952 the company was building over 100 bodies a day: 70 Dyna-Panhards, 12-15 Simcas and Ford Comètes, and 20-25 military vehicle bodies.
Presses
Facel-Métallon had an impressive array of heavy-duty presses at the Amboise plant: a Lake Erie 575-ton press for large roof pressings, a Clearing 500-ton triple-action press and a Speirtz double-action 180-ton press, alongside many presses for smaller components. On order were more: a Clearing 750-ton, and two from Spiertz: 450 and 320 tons.
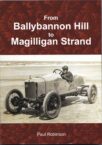
An automatic polishing line
The Amboise factory made 400 to 500 pairs of bumpers a day. In-house engineers therefore designed a 30-yard-long polishing line with a chain conveyor and electrically-powered mops on pivoted beams that provided the necessary pressure on the bumpers. They were inclined at different angles to polish the whole bumper surface effectively.
The automatic polishing line for stainless steel bumpers
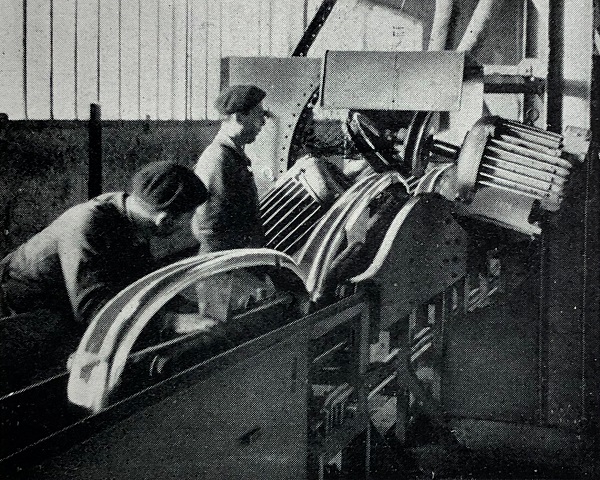
Dyna-Panhard bodies at Colombes
These four-door four-light saloons were of unorthodox construction in light alloy. The scuttle comprised two Alpax castings (aluminium with 0.75 per cent iron maximum, 12.5 per cent silicon and 0.2 per cent impurities maximum). Other Alpax castings formed the sills, standing pillars, cant rails (the rails above the side windows) and the front half of the rear wheel arches. These were all sand castings rather than die-castings, for a very good reason: when production started in 1945 die-casting technology was poorly understood. It was then found that for large castings the rate of production with die-castings was not much higher than with sand, hardly justifying the additional cost of dies – especially since the sand castings were clean, requiring little work other than trimming. They were then machined, drilled and tapped for attachment bolts and screws and assembled in jigs.
The ten Alpax castings forming the Dyna-Panhard body frame
Steel pressings were only used for the front part of the floor, made from three steel pressings spot-welded together. All other pressings were from Duralinox, an aluminium alloy with minor amounts of copper, iron, silicon and manganese and 5 per cent magnesium.
Two large pressings formed the body shell, and doors were made from two pressings, flanged to form the window apertures and door edges and spot-welded together, the edge of the outer pressing being turned over the edge of the inner pressing.
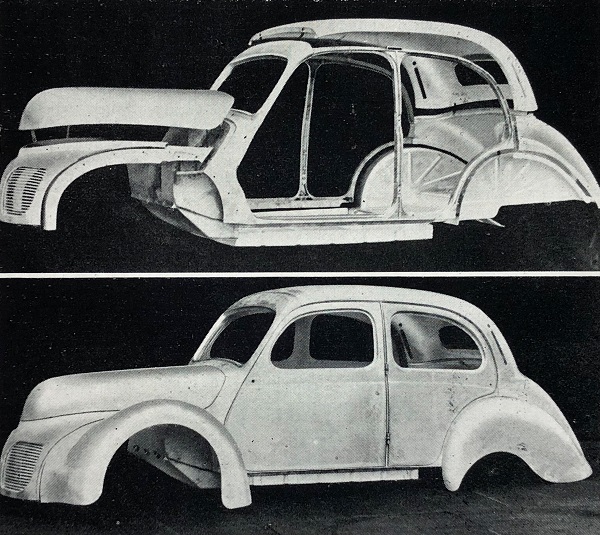
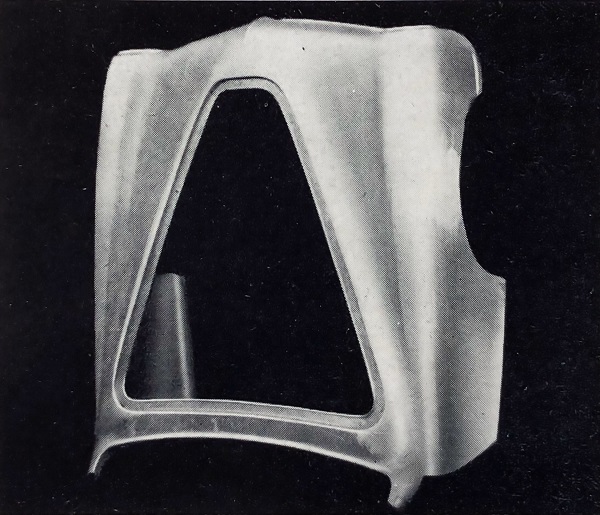
Two pressings carried the front assembly of the bonnet and front cowl. The cowl was pierced for the simulated radiator grille, in fact a simple louvred pressing admitting air to the air-cooled cylinders. Duralinox wing pressings were bolted to the main structure to allow easy replacement in the event of damage.
Dyna-Panhard front cowling and grille
Assembly, on wheeled stands, took 30 man-hours per body. Transport to the Dyna-Panhard factory was on low-loading semi-trailers, carrying twelve bodies and their light tubular support frames. Each weighed only 300 lb, giving a total load of 33 cwt (1.65 tons).

Twelve Dyna-Panhard body shells transported on a semi-trailer
Coupé bodies for the Simca-Sport chassis – a different method
For these bodies the floor was made from steel pressings, ribbed for stiffness. A framework of pressed or folded steel members was built up on the chassis in jigs, and then welded. This was done for sills, scuttle dash, door hinge pillars, door hinge pillars and rear waist rail. The inner wheel arches extended back to support boot and tail panels. Projections from these were welded to the rear waist rail and therefore supported it. Spot welding was extensively used, with oxy-acetylene welding for some seam joints.
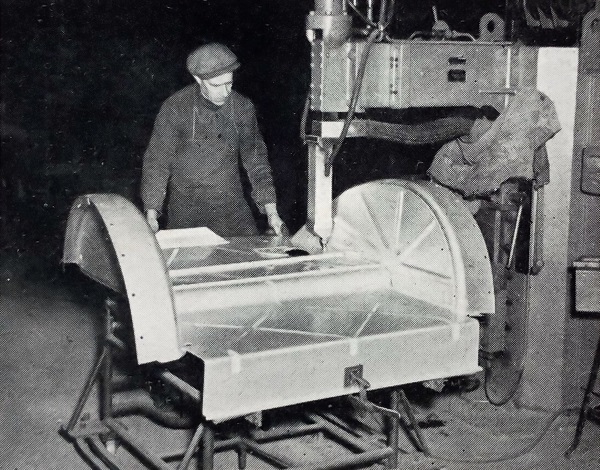
Spot-welding a rear floor and wheel boxes

The main assembly jig for the Simca-Sport body
The steel roof pressing was mounted on the welded-up framework and welded to it to tie the scuttle and rear portions of the body together.
At the front of the Simca, four main aluminium pressings were seam-welded together to form the front wings, bonnet surround, and front cowl. At the rear, another four Duralinox pressings were welded to make the whole unit.
Simca-Sport bonnet and wing assembly
Channel sections were pressed around the bonnet and boot lid apertures; they served both as drain gutters and stiffeners for the pressings.
The steel roof pressing then had to be fixed to the aluminium front assembly and Duralinox boot panelling. This was done by a “cold welding” process. Joint surfaces were heated by gas torch, and a special tin-bearing alloy, on melting, combined with both the steel and aluminium or light alloy.

The Simca-Sport body assembly line
The Ford Comète
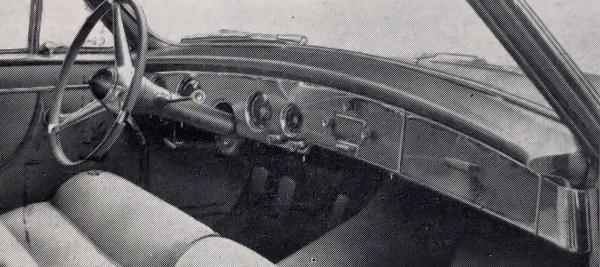
The stainless steel facia on the Ford Comète

The Ford Comète main structure jig
This body was made entirely from steel, but the construction was similar to that used for the Simca-Sport coupés – with the important difference that the body frame was integrated to the chassis by welding. This required a modification to the standard Ford chassis: the upper half of the rear portion of the cruciform cross-bracing was cut away by oxy-acetylene torch and then reinforced to ensure no loss of strength or torsional rigidity. This lowered the floor level at the rear, and was fully approved by French Ford engineers.
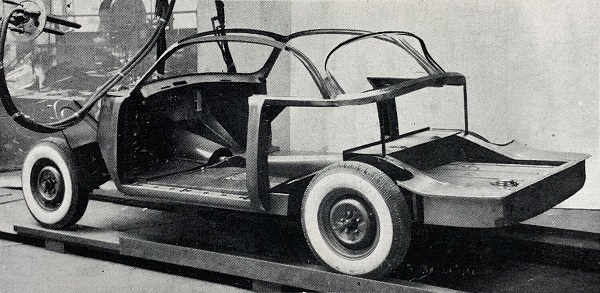
The steel body structure, welded to the Comète chassis. The chassis has already been lowered and reinforced at the rear
The Bentley coupé
This was a one-off, built for the chariman and managing director, Jean Daninos. As with the Comète, the steel side, front and rear structures were built into a frame, panelling was applied and the whole structure was welded to the chassis at four points. Panel pressings were all in Duralinox, apart from the doors, which were built up from steel pressings.
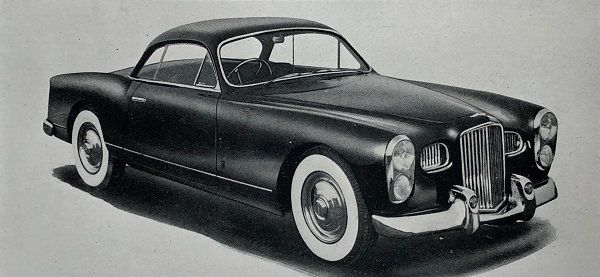
The low-slung Bentley coupé, weighing 3 cwt less than a standard saloon
An interesting feature of the main facia pressing, which swelled out in front of the driver to carry the instrument panel, was its painted burr walnut finish that matched the real timber of the panel in front of the passenger and the door cappings. The production Facel-Véga, two years later, used the same technique.
Making a one-off body from pressings may seem to be a costly exercise, with no opportunity to amortise tooling costs over multiple examples. The explanation was simple: prototypes and one-off cars used Kirksite dies and drop hammers to produce the panels. These zinc-based dies were made by the plant engineers.
Painting and trimming
These final processes were carried out at the Dreux factory, where infra-red drying ovens were installed. Cushions and squabs made extensive use of Dunlopillo, and corduroy was an unusual upholstery fabric mainly reserved for the Simca-Sport coupé. Comète saloons featured plain cloth – and the Bentley was naturally finished in Connolly leather.
A conclusion
A report on the processes used by Facel-Métallon made two particular concluding observations. Firstly, that the factory had evolved many novel processes; and secondly, that the system lent itself equally well to production in series or to the fabrication of prototype and one-off bodies.
Images courtesy of the Richard Roberts Archive
A very good read
Nice piece. Daninos had worked for Citroën when it moved to all-steel Budd-style construction, so was up to speed with this new technology. However, he cleverly adapted this to low production runs, by investing in presses and running Kirksite tooling. This stood him in good stead with the Vega – essentially his customers paid for his modern press shop so he could use modern methods on his own cars at low volume. He also bought his engines from Chrysler “à des prix extrêmement intéressants”. BTW the EL in FACEL refers to the Département d’Eure et Loir, after the two rivers flowing through it. The latter, Le Loir not to be confused with La Loire which flows further south, although the water from Le Loir does end up in it near Angers.
Back in the 1990s, I worked on a special project with Geoff Matthews of Geoff Matthews Design. Apparently he was a great friend of Jean Daninos and after his death, Geoff was given permission to use the Facel Vega name until he himself passed away in 2015. Geoff had prepared for a modern version of the Facel Vega based on a Chrysler 300 platform. However, the project never got any further. Incidentally, Geoff is credited with inventing the MPV (Renault Espace etc.) while working in the Chrysler design department in Coventry. This fact was highlighted in an article in Autocar. I still have a copy which I kept, having been a good friend of Geoff’s.